유도가열 브레이징 (Induction Heating)
- 브레이징
- 2021. 11. 25.

[고주파 유도가열 원리]
유도가열의 원리는 Michael Faraday에 의해 최초로 발견되었으며,
그 시작은 전도도가 있는 코일로부터 시작되었습니다.
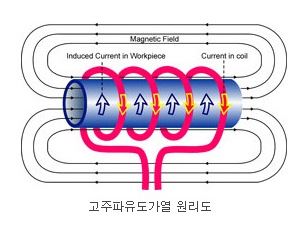
전류를 동과 같은 전도도가 있는 코일에 흘리게 되면, 코일의 내부와 주위에 자기장이 형성됩니다.
이 자기장이 일을 할 수 있는 능력은 코일의 설계와 코일에 흘려주는 전류의 양에 따라 결정됩니다.
자기장의 방향은 전류의 방향에 의해 결정되며 그러므로 코일에 교류를 흘리게 되면 자기장의 방향이
교류의 주파수 만큼 변환됩니다. 만약, 60Hz의 교류를 흘리면 자기장의 방향이 1초에 60번 변환되고,
400kHz의 교류를 흘리면 자기장의 방향은 1초에 400,000번 변환하게 됩니다.



소재에 전류가 흐르게 되면, 전자의 흐름을 방해하려는 저항이 발생되고, 이 저항에 의해 열이 발생하게 됩니다.
전기 저항이 큰 소재에 전류가 흐르게 되면 더 많은 열이 발생되지만 동과 같은 전도도가 높은 소재도 유도 전류를
이용하여 가열이 가능합니다. 이러한 현상은 유도가열에서 매우 중요합니다.
[브레이징의 용도]
자동차부품, 항공기 부품, 냉동 공조기기, 배관용 부품, 전기전자부품, 공구, 액세서리 등
[유도가열에 의한 브레이징의 장점]
① 불꽃에 의한 그을음이나 시력장애가 없다.
② Gas에 의한 호흡기 장애와 폭발, 화재의 위험이 없으며 작업자의 부주의에 의한 사고를 염려하지 않아도 된다.
③ 자동화가 용이하여 높은 생산능률을 얻을 수 있다.
④ 정기적인 Gas의 충전이나 Tip교환 등의 관리가 필요치 않다.
⑤ 배기시설이 필요치 않아 냉난방이 용이하다.
⑥ 예열이 필요 없고 단시간 급속 가열이 가능하다.
⑦ 제품에 상처나 흠이 없다.
[브레이징이 다른 용접 방법에 비해 뛰어난 점]
① 이종금속의 접합에 적당하며 접합 강도가 좋다.
② 기밀성과 외관이 좋다.
③ 작업 후 모재의 변형이나 잔류응력이 없다.
④ 불량이 나도 수리가 가능하다.
⑤ 후가공이 필요 없다.
[유도가열 브레이징 방법]
① 모재세척 → ② 플럭스 및 용가재 도포 → ③ 제품 결합 → ④ 가열(브레이징) → ⑤ 세척
[고주파 유도 가열기 선택]
① 가열제품을 입수하여 재질, 크기, 형상, 생산 수량, 작업방법에 따라 고주파 가열기의 용량과 주파수를 설정한다.
② 제품의 크기에 따라 다르지만 주로 철 계열은 10~50KHz 정도가 많이 사용된다.
③ 비철금속의 경우(황동, 알루미늄, 스텐, 동 등)는 50~400KHz 대의 비교적 높은 주파수가 쓰인다.
④ 이종금속 일 경우 주파수의 조정으로 융점이 높은 소재의 온도를 높게 설정한다.
⑤ 출력용량은 생산 수량과 산화방지 관점에서 결정되는데 가열제품이 크고 짧은 가열시간이면 큰 용량이 필요하고 가열
제품이 작고 긴 가열시간이면 작은 용량으로 가능하다.
[플럭스 및 용가제 도포]
① 접합부의 간격, 형상, 강도, 재질에 따라 가격 등을 고려하여 용가재의 성분을 선택한다.
① 용가재는 Wire, washer, sheet, 파우더, 페이스트 형태로 접합부에 충분한 양이 도포되도록
용가재의 형상, 재질, 크기를 결정한다.
② 모재의 종류와 브레이징 온도 도포 방법에 따라 플럭스의 선택을 달리 할 수 있으며
침지, 자동도포, 수동 도포 등이 있다.
③ 불활성 Gas를 직접 분사하는 방법, 진공 챔버 내에서 플럭스를 도포하지 않고 브레이징하는 방법이 있다.
④ 그러나 생산성과 원가 측면에서 용가재 속에 플럭스를 내장한 와이어를 링 형태로 제작하여 가장 많이 사용한다.


[브레이징에 사용되는 유도가열기의 요구사항]
① 주위 환경변화, 온도, 전압, 제품 크기의 변화에도 일정한 온도 유지가 가능한 정전류 타입의 유도 가열기가 좋다.
② 최종 용접 시점에서 과열하지 않고 젖음성과 유동성을 좋게 하고 생산속도, 높은 품질을 위해 출력레벨이
단계별로 조절되는(Profile level 설정) 기능이 반드시 필요하며 용접 후 휴지시간 설정 기능도 있어야 한다.
③ 비철금속의 가열시 은은한 온도 상승과 높은 효율 측면에서 높은 주파수의 사용이 필수적이다.
예로 바늘정도 굵기의 SUS 와이어는 100KW, 10KHz에서 높은 온도를 올리기 어려우나 1KW, 1 MHz의 용량에서도
수초이내 녹을 만큼 고효율이며 효율 차이는 막대하다.
④ 본체와 CT-Box의 크기가 작고 본체와의 거리가 멀어도 높은 효율을 얻을 수 있으며
연결케이블이 부드럽고 유연하며 자동화가 용이한 인터페이스 구조가 사용하기 쉽다.
[소형 부품의 브레이징 방법]
① 은납절단기로 납작한 와이어 형태의 은납을 일정한 길이로 절단한다.
② 은납가접기로 절단된 은납을 진공 흡입하여 모재에 가접 한다.
③ 모재를 결합하여 유도가열 코일에 연속 투입하여 가열한다. 이때 불활성 Gas나 FLUX를 도포한다.
(FLUX 대신 GAS를 투여하면 FLUX 세척이나 산처리가 필요 없다)

출처 : 오성하이텍
http://www.osh.co.kr/default/index.php
오성하이텍
유도가열 사업부 유도가열사업부는 유도가열기 및 기계, 자동제어, 가열코일 등의 설계 제작을 진행하고 있습니다. VIEW DETAIL
www.osh.co.kr
'브레이징' 카테고리의 다른 글
| Mesh size 환산표 (ppt, pdf 다운로드) (0) | 2021.11.29 |
|---|---|
| 브레이징 산화 발생 이유 및 방지법 (0) | 2021.11.26 |
| 열교환기 Flux 면적 계산법 (0) | 2021.09.28 |
| FLUX의 주요성분 및 온도별 화학구조 변화 (0) | 2021.01.06 |
| 브레이징 vs. 솔더링 (0) | 2020.08.28 |