브레이징 산화 발생 이유 및 방지법
- 브레이징
- 2021. 11. 26.
브레이징에 있어 산화가 발생하는 이유 및 예방법에 대하여
알아보겠습니다.

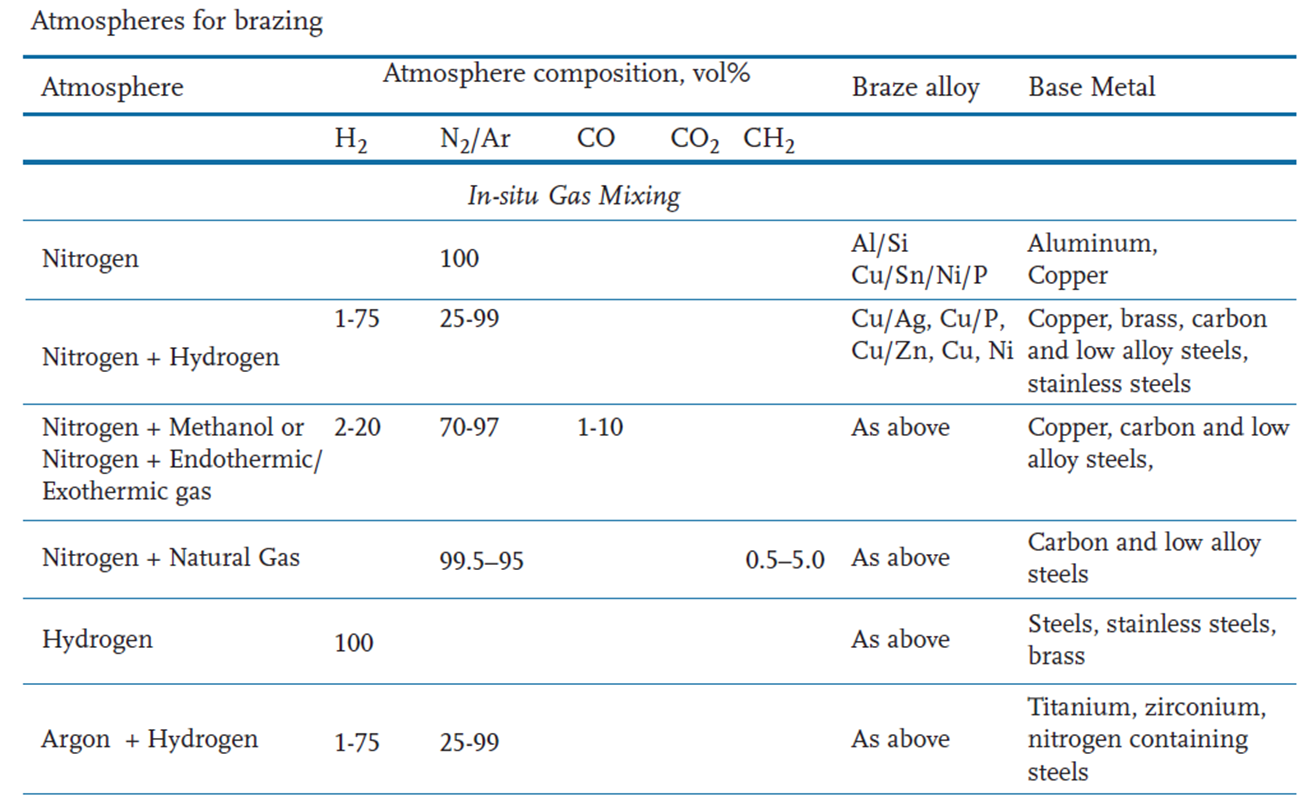
아래 사진은 브레이징에 사용되는 가스에 대한 사진입니다.

[브레이징 산화]
- 모재 표면의 산화 : 브레이징에서 가장 일반적인 문제임
pre-heat (front-end), hot zone (brazing chamber), 냉각영역냉각 영역(exit zone) 3개 영역 어디에서든지 발생 가능.
- 산화는 가열된 모재와 로내에 존재하는 산화물 (H2O, CO2, 혹은 free O2) 중 어떤 것과 반응해도 일반적으로 일어남.
1. 로내 예열영역 (front-end)에서의 산화
-로 밖으로 나온 후 모재의 흐릿한 젖빛 무광택 외관
-브레이징 과정 중 적절한 환원 작용에 의해 이런 산화물은 제거 가능.
<특히 예열 영역의 산화 방지법>
• 예열영역의 dewpoint* 낮출 것 (adjust wet N2 level)
• 로 입구의 공기 침투 방지 (light/adjust flame curtain/balance gas flows)
• 예열영역 muffles의 균열, 구멍 보수
• 예열영역 (front-end) 배기구에서의 외풍이 침투해 내려오는 것 방지
(adjust exhaust dampers 배기통풍 조절판 조정)
* 노점 (이슬점, dew point) : 주어진 압력 하에서 주위 분위기로부터 물이 응축되는 온도.

2. 본 가열 영역(brazing chamber )에서의 산화
- 불충분한 wetting, 비늘 껍질로 뒤덮힌 것 같은 외관 모양, 기포(물집) 같은 외관 모양
• 대기 침투 방지하기 위해 gas flow를 증가시키던가 밸런스 유지

3. 로 출구 부분에서의 산화 (Oxidation at the exit zone)
로 출구 부분에서의 산화는 때로는 blueing라고도 불린다.
- 불충분한 분위기 가스 흐름 속도 (flow rates)
- 외부 공기의 하강, 상승 침투 (downdrafts and updrafts)
- 부적절한 로 출구 상태 (도어가 너무 많이 열림 door location too high)
- 잘못된 디자인의 로 출구 커튼
- 너무 닳은 로 출구 커튼 (worn-out exit curtains)
- 부품의 과열 (excessive heating of the parts)
4. 산화에 의한 제품 변색 (STS)
* post-braze oxidation은 브레이징 조인트의 질에는 영향을 미치지 않지만,
부품을 변색시켜 (옅은 보리집 색 ~ 청색) 미적인 문제를 유발함.
(때때로 앞쪽 면(leading face)이나 컨베이어 벨트 쪽만 발생)
* 출구의 다양한 온도에 의해 브레이징 후 산화에 의해 제품이 변색된 예

'브레이징' 카테고리의 다른 글
| 용접의 종류 및 특징 (용접법) (0) | 2021.12.01 |
|---|---|
| Mesh size 환산표 (ppt, pdf 다운로드) (0) | 2021.11.29 |
| 유도가열 브레이징 (Induction Heating) (0) | 2021.11.25 |
| 열교환기 Flux 면적 계산법 (0) | 2021.09.28 |
| FLUX의 주요성분 및 온도별 화학구조 변화 (0) | 2021.01.06 |