가스 토치 브레이징 (Gas Torch Brazing)
- 브레이징
- 2022. 8. 18.
Brazing 방법 중 가장 널리 사용하는 방법으로
다양한 Gas를 열원으로 하고 수동과 자동으로 구분하며
수동 Torch는 가장 간단한 Brazing 장치로
작업자가 직접 Brazing 할 수 있다.


1. 사용 GAS
| 주요 GAS | 용 도 |
| 아세틸렌 | 급속 가열용으로 사용. |
| 에틸렌 | 급속 가열용으로 사용. |
| 액화석유 | 주로 LPG로 사용. 가장 널리 사용. 열량 양호. |
| 천연 | 주로 LNG로 사용. 저가. 열량은 LPG 보다 떨어지나 양호. |
| 수소 | 주로 소형 접합용으로 사용. |
가스가 사용되는 형태는 아래와 같이 단독으로 사용되거나, 산소와 혼합하여 사용된다.
1) 가스 자체적으로 사용 (Gas Only)
2) 가스 / 산소 혼합 사용 (Gas / Oxygen mixed)
3) 가스 / 공기 혼합사용 (Gas / Air mixed)
2. GAS 화염 조절 방법
Gas 화염은 크게 환원염(Reducting Flame), 중성염(Neutral Flame), 산화염(Oxidising Flame)으로 구분된다.
1) 산화염 : 아세틸렌 < 산소
2) 중성염 : 아세틸렌 = 산소
3) 환원염 : 아세틸렌 > 산소

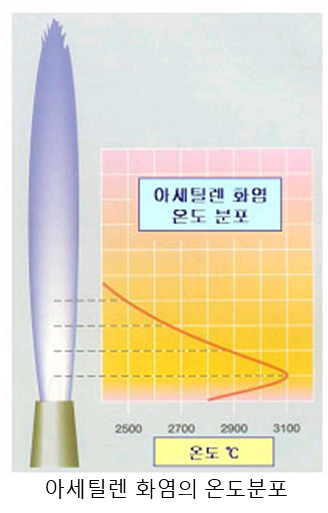
팁 바로 앞의 화염의 흰색부분(백심) 온도는 약 3,100℃이며
백심 부분으로 용접하면 Brazing에서 모재를 손상시킬 우려가 있어
사용하지 않는다.
3. 주요 GAS의 특징
| 연료가스 | 화학식 | 비중 | 연소비 | 화염온도 (℃) |
총열량 (Kcal/N㎥) |
연소범위 (%) |
착화온도 (℃) |
| 프로판 | C₃H₃ | 1.52 | 5.0 | 2,526 | 24,370 | 2.1~9.5 | 460~520 |
| 천연가스 | CH₄ | 0.62 | 2.0 | 2,538 | 9,530 | 5~15 | 615~682 |
| 아세틸렌 | C₂H₂ | 0.899 | 2.5 | 3,127 | 14,080 | 2.5~81 | 400~440 |
| 에틸렌 | C₂H₄ | 0.9686 | 3.0 | 2,950 | 15,280 | 3~80 | 500~519 |
| 수소 | H₂ | 0.07 | 0.5 | 4,820 | 3,050 | 4~75 | 580~590 |
* 1) 비중은 15.6℃에서 "공기=1" 기준
2) 연소비는 산소와 연료가스의 결합 비율
3) 화염온도는 중성염 기준
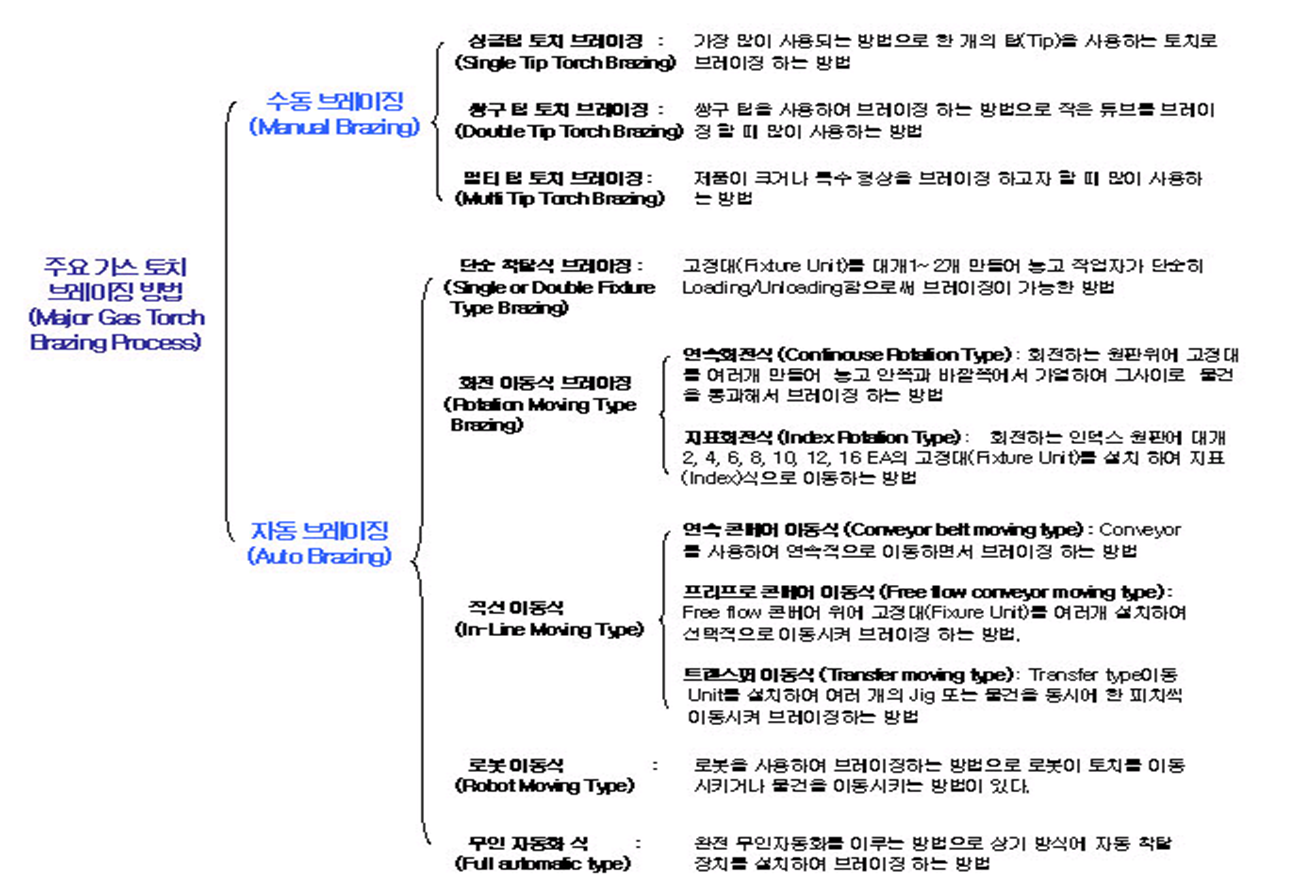
4. 토치 브레이징의 종류
5. 토치 브레이징 방법 (기본)
1) 모재를 접합하고자 하는 형상으로 조립한다.
2) 모재를 화염으로 예열한다.
3) 용접봉(Filler) 끝에 Flux를 묻힌다.
4) 용접봉을 Brazing 부에 접촉하여 화염을 가한다.
5) Flux와 Filler Metal의 용융 상태를 확인하여 Brazing 한다.
5. 토치 브레이징 방법 (상세)
- Torch 불꽃 맞추기
: 살짝 환원염(Reducing Flam), 연료가스가 산소보다 더 많게 맞추어야 하며,
모재를 충분히 감쌀 수 있게끔 크고 부드러운 불꽃을 창출할 수 있는 Torch Tip을 선택한다.
1) 접합면 끝단 부위 12~24mm 정도의 거리에서 가열하는 것이 적당하다.
(침투만 되고 완전히 결합해지지 않을 경우 접합강도가 현저히 저하된다)
6. 주요 불량 유형별 대책
| 구 분 | 주요 불량유형 | 원 인 | 개선 대책 |
| 1 | 용접 링 중간 절단 (납재 이탈) |
초기 예열 Torch 불꽃이 용접링 부위에 집중됨 |
① 예열 시 용접부위 전체를 중간 불꽃으로 가열 ( 용접 링 부위 집중방지 ) ② 불꽃이 용접 링 옆을 향하도록 함 |
| 2 | 탱크 + 히터파이프 내측 납채 충진률 부족 |
예열부족 (두께 별 온도 편차 발생) |
① 탱크 모재쪽에 예열 보완 ② 초기 예열시간 증가 |
| 3 | 미세 리크발생 | 과열 (에로죤) | ① 납재 녹는 온도( 577℃ 이상 ) 유지시간 줄여줌 ( 용접가열시간을 좀 줄임) ② 급속냉각을 강화( 에어량 증가 ) |
| 미 용융 (납재충진 시간 부족) |
① 예열을 증가 ② 용접가열시간을 늘림 (577℃이상 피크온도 유지시간) |
||
| 4 | 검은 얼룩 | 소재조성 (Mg과다) | 소재 조성(Mg등) 낮은 부품 검토 및 사용 |
| 오일 유분 유입 | ① 세척강화 ( 히터파이프 등 ) ② 1차 예열Ⅰ시간 증가 ( 열분해 됨 ) |
||
| 5 | 용접불량 기복이 심할 때 |
가스 압력변화 | 가스 부스터로 일정한 가스압력을 유지하여 가스불꽃 편차 발생억제 ( 중국 비스테온 설치 사용중임) |
'브레이징' 카테고리의 다른 글
| 진공 브레이징 작업 온도 조건 (알루미늄) (1) | 2022.08.23 |
|---|---|
| 플럭스(FLUX)의 주요 기능 (0) | 2022.08.19 |
| 모재별 사용되는 브레이징 합금 (0) | 2022.08.11 |
| 브레이징 방법에 따른 브레이징 합금 선택 방법 (0) | 2022.08.11 |
| 특수 용접이란? (0) | 2021.12.16 |